
Heavy industry Projects

Alqaed for Feed Factory
ومن خلال حرص شركة MAS AUTOMATION علي تقديم الحلول المتكاملة والمتقدمة وتطوير وتسهيل بيئة العمل ومجارة كل ما هو جديد قمنا بتطوير نظام الـ MES داخل اماكن عديدة من ضمنها مصنع القائد للاعلاف
ما تم تنفيذه داخل مصنع القائد للأعلاف
- SCADA SYSTEM and ERP SYSTEM (SAP) الربط بين نظامين
- مراقبة مراحل الإنتاج الثلاثة:
-
- مراحل الخلط والتنسيب.
- مراحل الكبس والغربلة.
- مراحل التعبئة.
- خطوط الإنتاج:
-
- خط انتاج العلف رقم 1.
- خط انتاج العلف رقم 2.
- خط انتاج العلف رقم 3.
- خط انتاج العلف رقم 4.
- خط انتاج الفول فات.
- ثلاث خطوط للتعبئة.
- أولا يقوم مدير الإنتاج او المسؤول عن خطة الإنتاج بكتابة خطة او أوامر الإنتاج داخل نظام
(SAP) ERP SYSTEM
ثم يقوم الـ MES باستقبال البيانات وتوزيعها على خطوط الإنتاج كخطوة اولي
- يقوم نظام الـ SCADA بالعمل وينتج البيانات الاتية لكل طن يتم صناعته لكل مرحلة على حدا مرحلة (الخلط والتنسيب - مرحلة الكبس والغربلة – مرحلة التعبئة)
(ملحوظة لكل طن لان المكسر في هذه الحالة كان سعته 1طن)
- بيانات عامة عن امر الإنتاج:
- كود خطة الإنتاج.
- كود امر الإنتاج.
- كود المنتج النهائي.
- كمية امر الانتاج.
- تاريخ تسجيل الامر على النظام.
- تاريخ بداية التشغيل الامر امر الإنتاج.
- وقت بداية التشغيل امر الإنتاج.
- وزن الشكارة.
- عدد الشكائر.
- خط الإنتاج.
- بيانات تفصيلية عن امر الإنتاج:
- كود امر الإنتاج.
- المرحلة (تنسيب، كبس وغربلة)
- الكمية المدخلة للتصنيع (1طن)
- الفاقد
- استهلاك الكهرباء
- استهلاك المياه
- استهلاك الجاز
- الوقت المستغرق
- تاريخ بداية التشغيل
- وقت بداية التشغيل
- تاريخ نهاية التشغيل
- وقت نهاية التشغيل
- وردية البداء
- وردية الانتهاء
- بيانات المواد المستخدمة في عملية التصنيع
- المرحلة (تنسيب، كبس وغربلة).
- كود امر الإنتاج.
- كود المادة المستخدمة.
- الكمية المستخدمة.
- بيانات التعبئة
- كود امر الإنتاج.
- خط الإنتاج.
- كود الشكارة.
- وزن الشكارة.
- الوردية
أخيرا عند انتهاء نظام الـ SCADA من انهاء امر الإنتاج يقوم نظام MES بنقل البيانات الى نظام الـ ERP ويقوم بإعطاء الـ SCADA امر جديد.
- الهدف من أنظمة (MES)
- مراقبة عمليات الإنتاج في الوقت الحقيقي باستخدام لوحات المعلومات (Dashboard) سهلة الاستخدام
- تعمل البيانات المرئية في الوقت الفعلي على تعزيز الشفافية والتفاعلية للمشغلين والمسؤولين:
- تمكّن لوحات المعلومات (Dashboard) سهلة الاستخدام المشغلين من العمل بكفاءة والاستجابة بشكل أسرع عند ظهور مشكلات.
- مشرفو الورديات لديهم رؤية في الوقت الحقيقي لأداء الورديات والمشاكل المتعلقة، على سبيل المثال، بعدد الإنتاج وبيانات وقت التوقف عن العمل.
- مديرو المصنع قادرون على التركيز على قيادة أداء المصنع بشكل أكثر فعالية، مع وجود بيانات في الوقت الفعلي في متناول أيديهم على مدار الساعة.
- دعم التحسين المستمر
تدعم MES خطط التحسين المستمر الخاصة بك:
- من خلال البيانات الإنتاج واوقات عمل المعدات والاستهلاكات والفاقد
- توحيد العمليات وتطبيق أفضل الممارسات
توفر MES إطارًا للتحكم في عملية الإنتاج للمصنعين الفرديين ومتعددي المواقع، من خلال توحيد تدفقات العمل والإجراءات:
- التوجيهات وسير العمل فرض العملية وضمان السيطرة.
- الوثائق المحدثة متاحة للمشغلين في جميع الأوقات على الخط.
- في المنظمات متعددة المواقع، تضمن MES أن يعمل الجميع بنفس الطريقة في جميع المصانع.
- لزيادة استخدام الأصول (المعدات) إلى أقصى حد
تقود MES الكفاءات:
- عمليات انتاج أسرع: تنبيه الموظفين والمشغلين المسؤولين عندما توشك المهمة على الانتهاء.
- تقليل التكاليف التشغيلية
تمكن MES من زيادة التحكم وكفاءة التكلفة لجميع مدخلات الإنتاج:
• تكاليف العمالة المباشرة: مراقبة الآلات والتقدم المحرز في الوظائف وتنبيه العاملين عند الحاجة ، بحيث يتم تحرير وقت المشغل لمهام أخرى.
• تكاليف العمالة غير المباشرة: يتم جمع بيانات العمليات تلقائيًا من الآلات والمعدات ، مما يحسن الدقة ويوفر ساعات من وقت المشغل.
• تكاليف المواد: يعمل التحكم في العملية في الوقت الفعلي على تحسين كمية المواد المستخدمة لتلبية المواصفات ؛ في غضون ذلك ، يمكن أن يمنع حساب الإنتاج في الوقت الفعلي الإفراط في الإنتاج.
• تكاليف الطاقة: ستساعد المراقبة الآلية لاستخدام الطاقة لجميع معدات المحطة بسرعة في تحديد الأعطال وتحسين استهلاك الطاقة.
- استبدال الأنظمة المجزأة
إنشاء سلسلة غير منقطعة من البيانات المتكاملة الهامة عبر جميع عمليات التصنيع، من أرضية المتجر إلى الطابق العلوي. توفر MESرؤية موحدة لحالة المصنع في الوقت الفعلي للمساعدة في اتخاذ قرارات أفضل:
- عدم الحاجة الى الورقيات وتقليل المجهود: تكامل MES مع الآلات والمعدات يلغي الحاجة إلى جمع البيانات يدويًا والتي يكلف مجهود. بالتالي زيادة الدقة والأمان.
- عدم تكرار البيانات: نظام MES يصنع جداول البيانات، وقواعد البيانات المستقلة المتكاملة والتي تتيح مشاركة البيانات بين جميع الأقسام دون المساس بتكامل وسلامة وامن البيانات.
- تعمل جميع الإدارات التي لها صلة بالإنتاج مع مصدر واحد للبيانات.
- التحول الرقمي
MES هي أساس التحول الرقمي في التصنيع. يوفر MES إطارًا مرنًا للاستفادة من التكنولوجيا الجديدة لاحتياجاتك لتشمل:
• الصناعة 4.0 والتصنيع الذكي: تتيح MES التقاط البيانات تلقائيًا من جميع الآلات وخطوط الإنتاج والمعدات الملحقة ، علاوة على أنها تتواصل مع تخطيط موارد المؤسسات لتوفير رؤية في الوقت الفعلي لحالة المصنع ، مع عناصر تحكم مرئية ومستخدم واجهات ودية قائمة على الأدوار.
- العائد من نظام MES:
- تقليل الاعتماد على العنصر البشري وتقليل الأخطاء.
- إعطاء أوامر الشغل خطة الإنتاج من مكان واحد وتوزيعها على خطوط الإنتاج تلقائيا.
- إدارة عمليات الإنتاج.
- مراقبة سير عمليات الانتاج تزامنا مع وقت الانتاج.
- مراقبة الاستهلاك.
- مراقبة الفاقد.
- تقليل الوقت المستهلك وتقليل الفاقد التي يتم اهداره اثناء عملية الإنتاج.
- مراقبة وإدارة مخزون الصوامع.
- المساعدة في اكتشاف وحل مشاكل الإنتاج.
- تحديد الاسعار المنتجات بكفاءة استنادا على معلومات دقيقة.
- من خلاله إمكانية معرفة عدد ساعات تشغيل المعدة وكفاءة المعدة والفاقد من كل معدة
- تحديد الفاقد.
- يمكن للمسؤول مراقبة سير وكفاءة عملية الإنتاج من أي مكان دون التواجد داخل المصنع.
- تحليل الإنتاج، جودة المنتج، تتبع المواد.
- إدارة التوقف عن العمل من أجل كفاءة المعدات العام (OEE)
- نتائج الإنتاج والمواد المنتجة والمستهلكة
- تعقب المواد الخام من المصنع إلى الحالة النهائية. عند استخدامها بشكل صحيح، يمكن لهذا النظام تقليل الفاقد، وتوفير انعكاسات تكلفة أكثر دقة، وزيادة وقت التشغيل وتقليل الحاجة إلى بعض المخزون.
- يمكن من خلال البيانات التي يوفرها نظام MES عمل الكثير من الإحصائيات وتحليل البيانات التي تساعد متخذي القرار والمسؤولين في إدارة مؤسستاهم.
- تتيح لك الوظائف الرئيسية لأنظمة MES مراقبة المكونات التي تشكل منتجك بشكل فعال. مما يقلل في نهاية المطاف من الفاقد واستخدم المكونات بشكل دقيق لتوفير المال.
- كما ذكرنا أعلاه، يمكن لأنظمة MES تحديد الكمية الدقيقة من المواد اللازمة لإنشاء منتج، مما يسمح لك بإنشاء تعريف واضح للمنتج والحفاظ على سلامته. بالإضافة إلى ذلك، سيكون لديك دائمًا فكرة عن مواردك في الإنتاج. تشمل هذه الفئة كل شيء من المحاسبة للمواد المادية إلى معرفة عدد الآلات المخدومة أو توافر الأيدي العاملة اللازمة لإكمال العمل. أنها توفر تحليلاً لكفاءة الإنتاج.
- بعد أن يبدأ المنتج في الوصول إلى الإنتاج، يمكن لـ MES إنشاء تقارير استنادًا إلى حالتها الحالية. يمكن متابعة العمل، ومختلف مؤشرات الأداء السابقة وجميع بيانات الأداء الأخرى باستخدام هذا النظام.
- تتبع بيانات الإنتاج عندما ينتهي المنتج من خط الإنتاج، تقوم المحطة MES بتتبع جميع البيانات المتعلقة بها وحفظها للاستخدام في المستقبل. علاوة على ذلك، لن يوفر لك النظام سجلًا رقميًا منظماً لبيانات منتجك فحسب، بل سيكون قادرًا أيضًا على دمج هذه المعلومات للتقارير المستقبلية. بغض النظر عن الأهداف الداخلية أو الخارجية، سيكون لديك بيانات محدّثة حديثة حول سرعة عمليات الإنتاج، مما يساعد في النهاية على تحقيق المزيد من الأرباح.
Tiba Grain
SCADA SYSTEM and ERP System(Oracle) للربط بين الـ MES داخل مطحن طيبة تم تطوير نظام الـ
Inputs and Outputs
Overview:
Two systems & integration objectives
Integration solution
- Locations definitions: all silos in SCADA system will be defined in NetSuite as locations.
Define Locations
- Items definitions: following item types will be defined in NetSuite.
- أصناف الأقماح الخام (صومعة 1-4)
- أصناف الأقماح الخام المنظف (صومعة 5-8)
- أصناف المخلفات (صومعة 25)
- أصناف الأقماح المرطبة (صومعة 9-12)
- أصناف الدقيق مطحون (صومعة 14-20) (صومعة 26-29)
- أصناف الردة والسن (صومعة 22-24)
- أصناف خلطات المحسنات ( مخزن 801-805)
- أصناف منتجات نهائية ( صومعة 30,31,21)

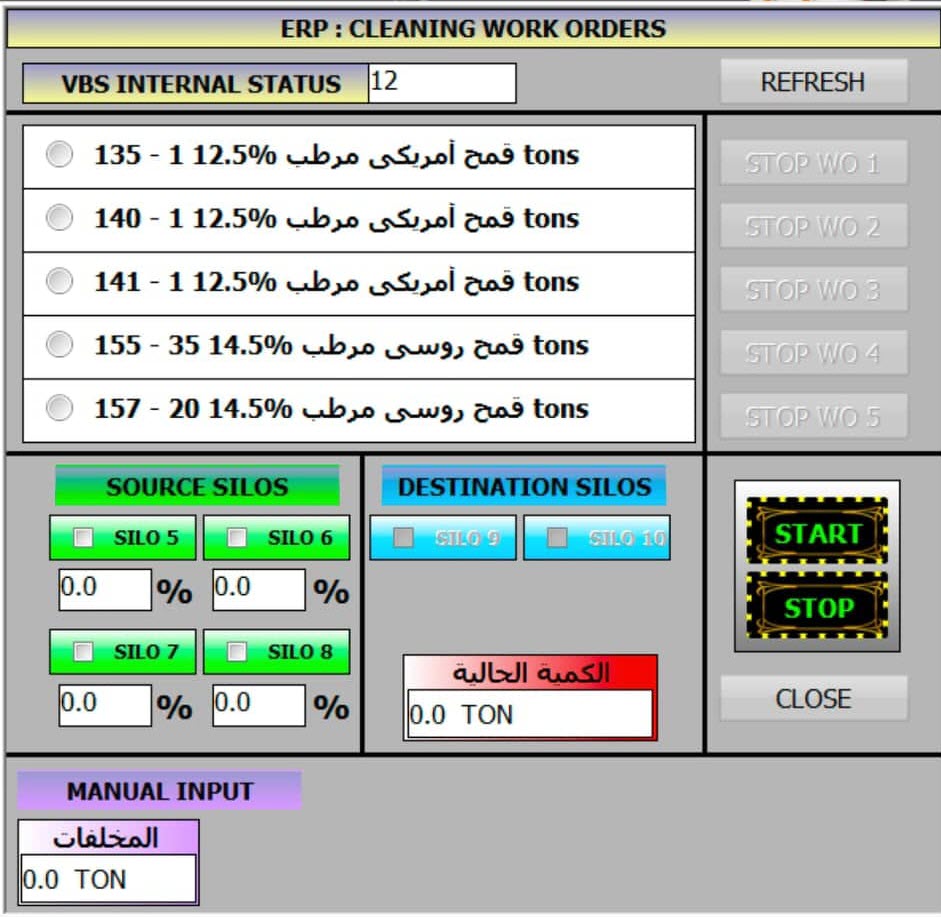
- التنظيف الأولى:-
يتم أنشاء أمر شغل التنظيف الأولى و يتم فيه سحب كميات من الأقماح الخام و أنتاج أصناف أقماح منظفة لتخزنها فى الصوامع الخرسانية.
يتم تفعيل أمر الشغل من قبل ادارة الانتاج على نظام NetSuite.
يتم نقل أمر الشغل المفعل الى قاعدة البيانات الوسيطة.
يقوم مستخدم برنامج SCADA بأختيار أمر الشغل الذي سيقوم بالبدء فيه.
يتم أختيار صوامع القمح الخام التى سيتم السحب منها و الصوامع التى سيتم النقل اليها بعد التنظيف من على الشاشة التى تحتوى على أوامر الشغل من خلال مستخدم SCADA.
عند أنتهاء مرحلة التنظيف الأولى يقوم مستخدم SCADA بأقفال أمر الشغل بعد الأنتهاء.
لا يوجد معلومات على نظام SCADA خاصة بأوزان الأقماح الخام المستخدمة فى التنظيف الأولى و كذلك أوزان المخلفات الناتجة.
يتم ادخال معلومة كميات الأقماح الخام المسحوبة و كميات الأقماح المنظفة و المخلفات الناتجة يدويا من خلال المستخدم على نظام SCADA أو مشغل الوردية على نظام الNetSuite.
|
التنظيف الأولى |
|||||
|
Inputs |
Outputs |
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
قمح الخام |
Silo 1-4 |
Manual |
القمح المنظف |
Silo 5-8 |
Manual |
- التنظيف النهائى و الترطيب الأولى:
يتم تحديد الأصناف و الكميات الموجودة فى صوامع 5-8 بناء على نتيجة آقفال عملية التنظيف الأولى.
يتم أنشاء أمر الشغل لتنظيف و ترطيب كمية مستهدفة من نوع قمح محدد (آسترالى 12.5%) على برنامج NetSuite.
يتم تفعيل أمر الشغل من قبل ادارة الانتاج على نظام NetSuite.
يتم نقل أمر الشغل المفعل الى قاعدة البيانات الوسيطة.
يقوم مستخدم برنامج SCADA بأختيار أمر الشغل الذي سيقوم بالبدء فيه.
يتم أختيار صوامع القمح المنظف التى سيتم السحب منها على الشاشة التى تحتوى على أوامر الشغل.
يقوم مستخدم برنامج SCADA بأختيار الصومعة التى سيتم تخزين الأقماح المرطبة بها.
عند أنتهاء مرحلة التنظيف النهائى و الترطيب الأولى يقوم مستخدم SCADA بأقفال أمر الشغل بعد الأنتهاء.
يتم الحصول على معلومة كمية المياة المستخدمة و كمية الأقماح المسحوبة و موقع تخزين الاقماح المرطبة من برنامج الSCADA و الASKON و نقلها الى قاعدة البيانات الوسيطة.
* يتم حساب وزن القمح المنظف المسحوب (صوامع 5-8) من خلال برنامج ال ASKON.
* يتم حساب وزن القمح المرطب عن طريق أستخدام مجموع وزن القمح المنظف النهائى المسحوب (Clean Bascule) مضاف اليه وزن المياة المستخدمة (ASKON).
* يتم حساب وزن المخلفات الناتجة عن عملية التنظيف من خلال طرح وزن القمح المنظف النهائى المسحوب (Clean Bascule) من وزن القمح المنظف المسحوب (صوامع 5-8) من خلال برنامج الASKON.
|
التنظيف النهائى و الترطيب أولى |
|
|||||
|
Inputs |
Outputs |
|
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
|
القمح المنظف |
Silo 5-8 |
ASKON |
القمح مرطب
|
Silo 9-10 |
Calculation |
|
|
مياه |
- |
ASKON |
||||
|
مخلفات |
Silo 25 |
Calculation |
||||
- الترطيب النهائى:
يتم تحديد الأصناف و الكميات الموجودة فى صوامع 9 و 10 بناء على عملية أقفال عملية التنظيف النهائى و الترطيب الأولى.
يتم أنشاء أمر الشغل للترطيب النهائى لكمية الاقماح المرطبة فى المرحلة السابقة على برنامج NetSuite.
يتم تفعيل أمر الشغل من قبل ادارة الانتاج على برنامج NetSuite.
يتم نقل أمر الشغل المفعل الى قاعدة البيانات الوسيطة.
يقوم مستخدم برنامج SCADA بأختيار أمر الشغل الذي سيبدأ فيه.
يتم أختيار صوامع القمح المرطب التى سيتم السحب منها على الشاشة التى تحتوى على أوامر الشغل.
يقوم مستخدم برنامج SCADA بأختيار الصومعة التى سيتم تخزين الأقماح المرطبة بها.
عند أنتهاء مرحلة الترطيب النهائى يقوم مستخدم SCADA بأقفال أمر الشغل بعد الأنتهاء.
يتم الحصول على معلومة كمية المياة المستخدمة من خلال المستخدم يدويا على برنامج الSCADA أو من خلال مشغل الوردية على نظام الNetSuite.
* يتم الحصول على كمية الأقماح المسحوبة من صوامع 9-10 الى صوامع 11-12 من برنامج ASKON .
* يتم حساب وزن القمح المرطب عن طريق أستخدام مجموع وزن القمح المرطب المسحوب و وزن المياة المستخدمة.
|
الترطيب النهائى |
|||||
|
Inputs |
Outputs |
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
القمح مرطب |
Silo 9-10 |
ASKON |
القمح مرطب |
Silo 11-12 |
Calculation |
|
مياه |
- |
Manual |
|||
- الطحن:
يتم تحديد الأصناف و الكميات الموجودة فى صوامع 11-12 بناء على آقفال عملية الترطيب النهائى.
يتم أنشاء أمر الشغل الطحن للكمية مستهدفة من الدقيق على برنامج NetSuite.
يتم تفعيل أمر الشغل من قبل ادارة الانتاج على برنامج NetSuite.
يتم نقل أمر الشغل المفعل الى قاعدة البيانات الوسيطة.
يقوم مستخدم برنامج SCADA بأختيار أمر الشغل الذي سيبدأ فيه عند بداية العمل.
يتم أختيار صوامع القمح المرطب التى سيتم السحب منها على الشاشة التى تحتوى على أوامر الشغل.
يقوم المستخدم برنامج SCADA بأختيار الصومعة التى سيتم تخزين الدقيق بها.
عند أنتهاء مرحلة الطحن يقوم مستخدم SCADA بأقفال أمر الشغل بعد الأنتهاء.
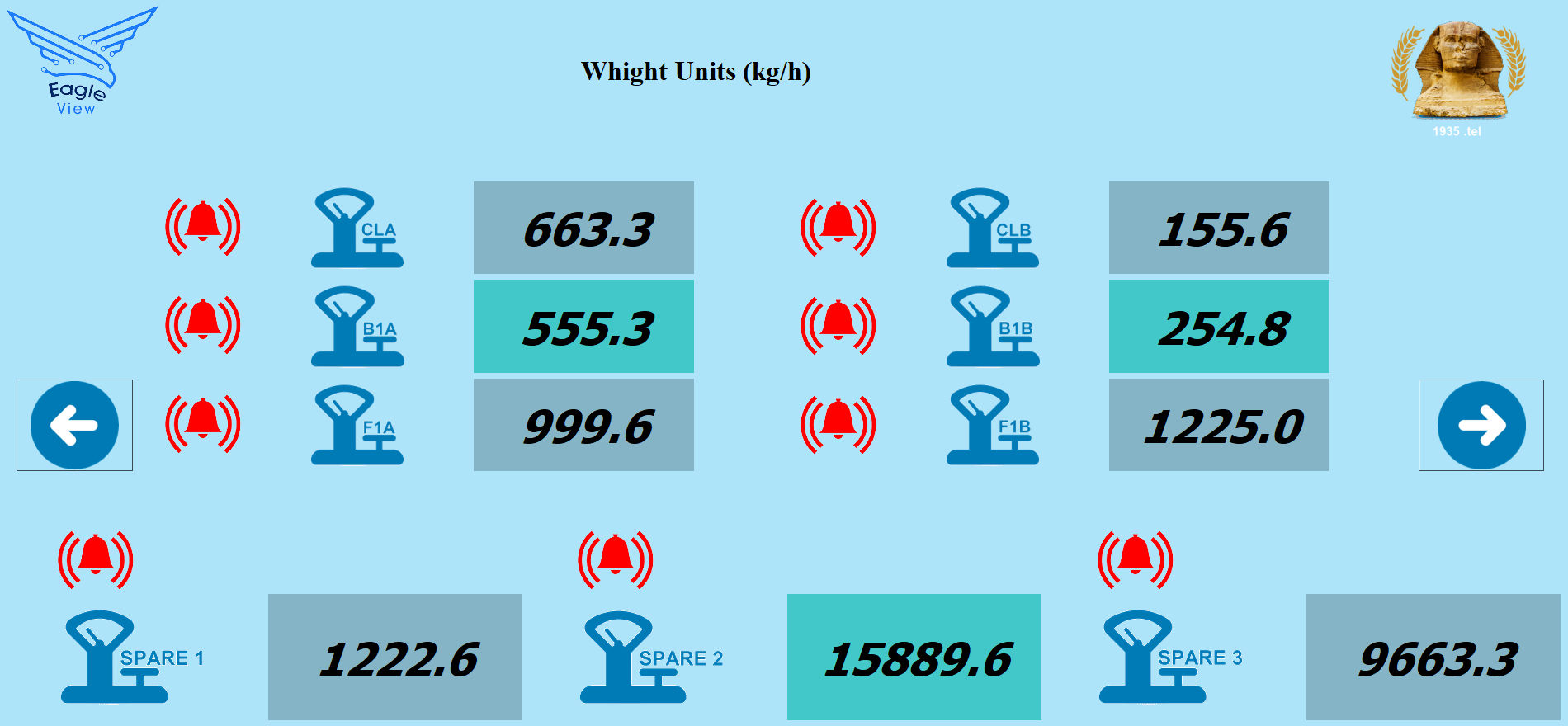
يتم الحصول على معلومة كمية الأقماح المسحوبة من خلال برنامج الSCADA (B1 Bascule) او برنامج الASKON و نقلها الى قاعدة البيانات الوسيطة.
يتم الحصول على معلومة كمية الدقيق المطحون من خلال برنامج الSCADA (F1, F2, F3 Bascule).
يتم الحصول على معلومة صومعة تخزين الدقيق المطحون من خلال برنامج الSCADA .
يتم الحصول على معلومة كميات المنتجات الاخرى مثل: السن و الردة و السميد و الجنين من خلال المستخدم يدويا على نظام الSCADA أو من خلال مشغل الوردية على نظام الNetSuite.
يتم الحصول على معلومة صوامع تخزين المنتجات الاخرى مثل: السن و الردة و السميد و الجنين من خلال المستخدم يدويا على نظام الSCADA أو من خلال مشغل الوردية على نظام الNetSuite.
|
الطحن |
|||||
|
Inputs |
Outputs |
||||
|
|
|
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
القمح مرطب |
Silo 11-12 |
B1 Bascule (SCADA) OR ASKON |
الدقيق المطحون |
Silo 14 -- 20 |
F1 or F2 or F3 (SCADA) |
|
سميد |
Pack |
Manual |
|||
|
الردة |
Silo 22&23 |
Manual |
|||
|
جنين |
Pack |
Manual |
|||
|
السن |
Silo 24 |
Manual |
|||
- تحضير الخلطة:-
يتم أنشاء أمر شغل تحضير الخلطة و يتم فيه سحب كميات المحسنات و أنتاج خلطة المحسنات لتخزنها في Dozer المحسنات.
يتم ادخال معلومة كميات المحسنات و كمية الخلطة يدويا من خلال مشغل الوردية على نظام الNetSuite.
|
التنظيف الأولى |
|||||
|
Inputs |
Outputs |
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
محسنات |
- |
Manual |
الخلطة |
M801-M805 |
Manual |
- الخلط و آضافة محسنات:
يتم تحديد الأصناف و الكميات الموجودة فى صوامع 14-20 بناء على أنتهاء عملية الطحن.
يتم نقل الدقيق من صوامع 14-20 الى صوامع 26-29 لبدء الخلط بأستخدام NetSuite Inventory Transfer.
يتم آدخال كمية الدقيق المسحوبة من صوامع الدقيق 14-20 و كذلك صوامع 26-29 من خلال المستخدم على نظام NetSuite.
يتم تحديد الأصناف و الكميات الموجودة فى صوامع 26-29 بناء على أنتهاء عملية التحويل المخزنى.
يتم أنشاء أمر الشغل الخلط لكمية مستهدفة من المنتج الجاهز على برنامج NetSuite.
يتم تفعيل أمر الشغل من قبل ادارة الانتاج على برنامج NetSuite.
يتم نقل أمر الشغل المفعل الى قاعدة البيانات الوسيطة.
يقوم مستخدم برنامج SCADA بأختيار أمر الشغل الذي سيبدأ فيه عند بداية العمل.
يتم أختيار صوامع الخلط (صومعة 26-29) التى سيتم السحب منها على الشاشة التى تحتوى على أوامر الشغل.
يتم تحديد معلومة كمية الدقيق المسحوب من صوامع الخلط 26-29 و كذلك كمية الخلطة المستخدمة من خلال برنامج SCADA.
يقوم مستخدم برنامج SCADA بأختيار الصومعة التى سيتم تخزين المنتج الجاهز بها.
عند أنتهاء مرحلة الخلط يقوم مستخدم SCADA بأقفال أمر الشغل بعد الأنتهاء.
* يتم تحديد معلومة كمية المنتج النهائى و صومعة التخزين من خلال برنامج الSCADA.
|
الخلط |
|||||
|
Inputs |
Outputs |
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
كمية الدقيق المطحون المستخدم فعليا |
Silo 26-29 |
Total Material used 1-4 (SCADA) |
صنف المنتج النهائى
|
30,31,21 |
Sum of instant Gross weights of batches (SCADA) |
|
كمية الخلطة المستخدمة فعليا |
M801 – M805 |
Gross weight (SCADA) |
|||
- الخلط بدون محسنات:-
يتم تحديد الأصناف و الكميات الموجودة فى صوامع 14-20 بناء على أنتهاء عملية الطحن.
يتم أنشاء أمر الشغل الخلط بدون محسنات لكمية مستهدفة من المنتج الجاهز على برنامج NetSuite.
يتم تفعيل أمر الشغل من قبل ادارة الانتاج على برنامج NetSuite.
يتم نقل أمر الشغل المفعل الى قاعدة البيانات الوسيطة.
يقوم مستخدم برنامج الSCADA بأختيار أمر الشغل الذي سيبدأ فيه عند بداية العمل.
* يتم حساب كمية الدقيق المسحوبة من صوامع الدقيق 14-20 من خلال برنامج الSCADA.
يقوم مستخدم الSCADA بأختيار صوامع الدقيق 20-14.
يقوم مستخدم الSCADA بأختيار صوامع المنتجات الجاهزة 30,31,21.
* يتم الحصول على معلومة الصوامع المسحوب منها و كمية الدقيق المسحوبة و صوامع المنتج النهائى من برنامج الSCADA.
|
الخلط |
|||||
|
Inputs |
Outputs |
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
كمية الدقيق المطحون المستخدم فعليا |
Silo 14-20 |
SCADA Calculation |
صنف المنتج النهائى
|
30,31,21 |
Calculation |
تعبئة منتجات الدقيق التامة:
يتم أنشاء أمر شغل التعبئة و يتم فيه سحب كميات من المنتج الجاهز و أنتاج منتج تام من الدقيق معبأ لتخزنه فى مخزن المنتجات التامة.
يتم ادخال معلومة كميات منتج الدقيق الجاهز المسحوبة من صوامع 30,31,21 و الكميات المعبئة من المنتج التام من خلال المستخدم على برنامج NetSuite.
|
التنظيف الأولى |
|||||
|
Inputs |
Outputs |
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
منتج دقيق نهائى |
Silo 30,31,21 |
Manual |
منتج دقيق نهائى معبأ |
مخزن المنتجات النهائية للدقيق |
Manual |
تعبئة الردة و السن:
يتم أنشاء أمر شغل التعبئة و يتم فيه سحب كميات من المنتجات الجاهزة الاخرى (أمثال: الردة او السن) و أنتاج منتج نهائى اخر معبأ لتخزنه فى مخزن المنتجات النهائية الأخرى.
يتم ادخال معلومة كميات من المنتج النهائى اخر (أمثال: الردة او السن) المسحوبة من صوامع 22-24 و الكميات المعبئة من المنتج التام من خلال المستخدم على برنامج NetSuite.
|
التنظيف الأولى |
|||||
|
Inputs |
Outputs |
||||
|
Item |
Location |
Type |
Item |
Location |
Type |
|
منتج نهائى أخر |
Silo 22-24 |
Manual |
منتج نهائى أخر معبأ |
مخزن المنتجات النهائية الأخرى |
Manual |
Amoun Mill
• Upgrading for flour SPOUT packing machine by using VIPA PLC.
• Install Touch screens for two machines.
• Full SCADA system for the whole mill (2 lines with capacity 300 Ton/day includes 3 PC for monitoring the mill by SCADA MOVICON.
• Monitoring system for wheat silos to measure temperature, moisture, recognizes the quantity of the output and the rest and detect low levels of CO2 (Carbon Dioxide) in stored grain. Monitoring the CO2 will give you the earliest possible detection and WARNING if you have any unwanted biologic activity in your stored grain. It will alert you earlier than any other technology such as temperature monitoring.
• Supply and Install OZONATOR (Ozonating means that a low concentration of Ozone is vented trough the grain in a controlled process for a sufficient amount of time to terminate any biologic activity %100)
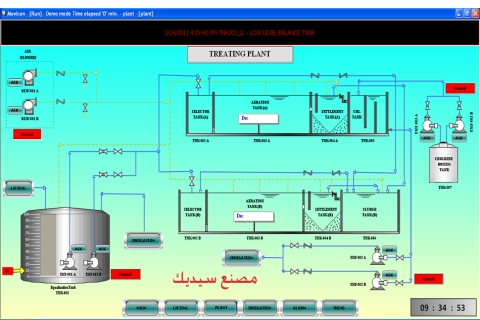
Sedic
• Upgrading & Programming PLC and SCADA system for the water station inside the company :
• Supplying, Installing and programming PLC BECKHOFF.
• Supplying and Programming SCADA system & VIPA PLC.
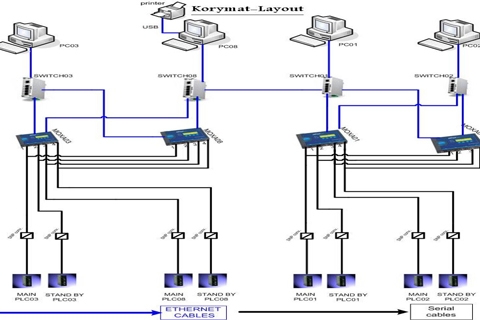
Koraymat Power station
Koraymat Power station :
SCOPE:
Upgrade and programming Intouch SCADA SYSTEM
Upgrade communication system between GEFANUC PLC and SCADA system.
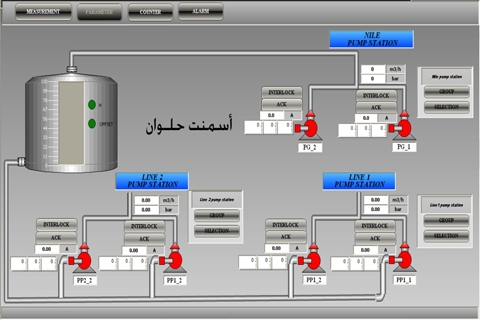
Helwan Cement Factory
Helwan Cement Factory:
Water treatment station in Helwan.
SCOPE:
Complete Control system and SCADA :
Delivery, installation and programming PLC by using SIEMENS
Complete SCADA system for station

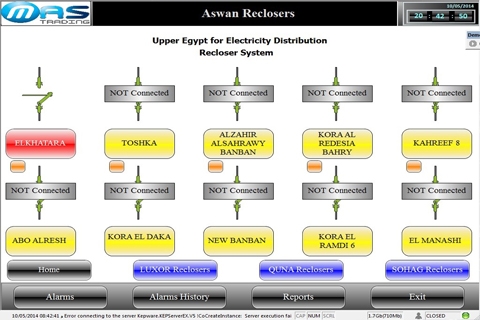
Memico Upper Egypt
Memico Upper Egypt for Electricity Distribution Recloser System:
Electricity Distribution Recloser System in upper Egypt contains Aswan , Quna , Luxor and Sohag Reclosers .
Our Scope Description:
We make the operator in the control room can monitor all the reclosers in the four sections and reported data for the recolser and the operator can also open or close ,any recloser with a confirmation message and monitor all energy and power readings and faults for each recloser and report them for any selected date.